Video Article Open Access
Characterizations of Carbon Fibres Behavior during Cutting CFRP, Using Superabrasive Diamond Tools
M. Helmi Attia1,2*, I. Sultana2, Z. Shi 1, V. Thomson2
1Aerospace Manufacturing Technology Centre (AMTC), National Research Council Canada (NRC)
2Mechanical Engineering Department, McGill University, Montreal, H3T 1J4, Canada
Vid. Proc. Adv. Mater., Volume 2, Article ID 2021-0152 (2021)
DOI: 10.5185/vpoam.2021.0152
Publication Date (Web): 14 Mar 2021
Copyright © IAAM
Graphical Abstract
Abstract
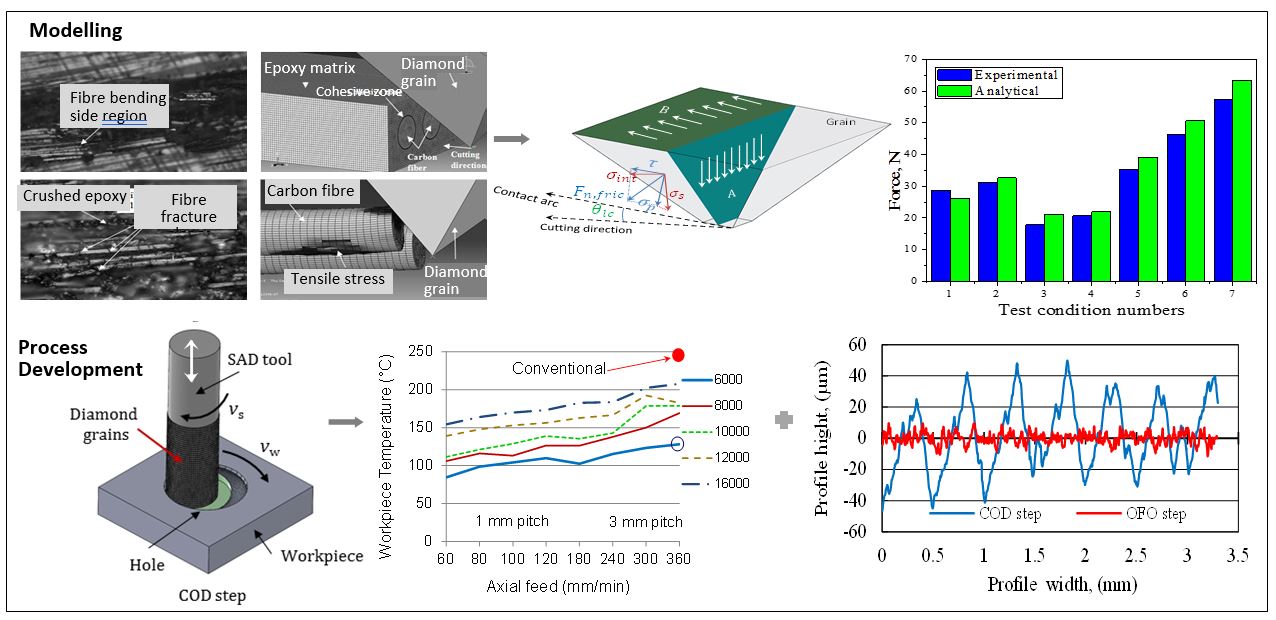
The ever-increasing demand of carbon fibre reinforced polymers (CFRP) in aerospace, transportation sectors and other industries is seriously challenged by its low machinability, high tool wear rate, and susceptibility to delamination and thermal damage. This is attributed to the abrasiveness of the carbon fibre chips/debris, the material inhomogeneity, and anisotropic properties, and thus the high cutting force fluctuations. A practical approach to overcome these problems is to use the intermittent cutting process ‘orbital drilling’ (OD), to reduce forces and thermal damage, using a single layer superabrasive diamond (SAD) tool. This approach allows high speed machining while eliminating part thermal damage. Process optimization and tool design require a fundamental understanding of the behaviour of carbon fibres during machining CFRP of complex 3D architecture. This necessitates revealing the deformation mechanism and the failure modes. This presentation reports the results of numerical and experimental investigation of the material removal mechanism using a single diamond grain scratching on carbon/epoxy composites. The experiments were conducted using a geometrically well-defined diamond grain to determine the effects of fibre orientation on the material removal mechanism and to capture the effect of the grain geometry, a slant face versus an edge. Optical and SEM observations revealed that the primary chip formation mechanism consisted of initial epoxy crushing followed by fibre debonding. The debonded fibres were subjected to fibre bending or buckling, which created bending stresses inside fibres leading to fractures. Finite element modelling of the process based on the micro-mechanics approach was also conducted to reveal the composite failure modes, as well as to estimate the damage level outside the machining zone. It was found that fibres ahead of the cutting tool undergone significant fibre bending leading to tensile failure. The knowledge gained from this fundamental study provided the basis for modelling the cutting process, which involves the collective actions of numerous randomly distributed grains on the tool surface. This led to the development of a physics-based analytical cutting force model to predict cutting forces in machining CFRPs, taking into consideration the chip formation mechanisms, the material properties, the kinematics of a machining process, and the tool geometry. Inclusion of the chip formation mechanisms allows the model to predict forces for laminates with different fibre orientations and the variations of forces due to intra-ply and inter-ply fibre orientations. The main limitation of using superabrasive diamond tools to cut carbon fibre reinforced polymers is the high surface roughness of machined surfaces, which usually exceeds the aerospace industry specifications. To overcome this problem, while increasing tool life by an order of magnitude, a new hybrid oscillatory orbital process was developed using SAD tools. With proper selection of cutting conditions and process variables, the thrust force, tool temperature and surface roughness were reduced by ~ 35%, 25% and 80%, respectively, compared to conventional orbital drilling using carbide end mill, while increasing tool life by an order of magnitude. This is comparable to PCD tools, at a fraction of the cost.
Keywords
Carbon/Epoxy composite; Single layer diamond grains; Fibres failure modes; Analytical force model
Acknowledgement
The research was funded by Natural Sciences and Engineering Research Council of Canada (NSERC) and McGill University. The authors also acknowledge the National Research Council Canada (NRC), Advanced Material Removal Laboratory for providing the necessary facilities to carry out the experimental investigation.
References
- Q. Wen, H. Gao, D.M. Guo and B. Wang, Advanced Materials Research, 2011, 325, 244.
- K. A. Calzada, S.G. Kapoor, R. E. DeVor, J. Samuel and A.K. Srivastava, Journal of Manufacturing Process, 2012, 14, 141.
- Malkin, S.; Guo, C., Grinding technology: theory and applications of machining with abrasives; 2008.
- I. Sultana, Z. Shi, M.H. Attia, V. Thomson, 19th International Conference of Composite Materials (ICCM19), 2013.
- I. Sultana, Z. Shi, M.H. Attia, V. Thomson, CIRP Annals-Manufacturing Technology, 2016. 1(65): p. 141-144.
Biography
Helmi Attia is a Principal Research Officer, and former Manager of Advanced Material Removal Processes, Aerospace Manufacturing Technology Centre, National Research Council Canada (NRC). Before joining the NRC in 2002, he was a Principal Research Engineer at Ontario Hydro Research Division (1980-2002), and Manager of Fabrication Technology at Spar Aerospace Technology Ltd. (1979-80). He is an Adjunct Professor of Mechanical Engineering at McGill University since 2002. He held also Adjunct Professorship with Concordia University (1981-1990) and McMaster University (1991-2002). Helmi is professional engineer of Ontario since 1980. He is a Fellow of SME (Society of Manufacturing Engineers), Fellow of the College International pour la Recherche en Productique (CIRP), and Fellow of the American Society of Mechanical Engineers (ASME). He is the recipient of ‘Queen Elizabeth II Diamond Jubilee Medal’ (2013), and the prestigious ‘ASME Blackall Machine Tools and Gage Award, (1989). He received numerous recognitions from ASME and ASTM for being the principal organizer and editor of symposia related to manufacturing and tribology. Helmi is on the editorial board of a number of international journals, including the International Journal of Machine Tools & Manufacture, the International Journal of Sustainable Manufacturing, the International Journal of Machining Science & Technology, the International Journal of Computational Material Science and Surface Engineering. He was also an Associate Editor of the ASME Transactions, Journal of Engineering for Industry (Metal cutting), 1990-1996. Helmi Attia is recognized by his peers in the areas of machining, thermal deformation of machine tools and fretting wear/fatigue. To his credit, Helmi has authored/coauthored some 260 papers in archival journals and refereed conference proceedings, and some 125 technical research reports. He was also the principal editor of 6 ASME and ASTM books and bound volumes.
Video Proceedings of Advanced Materials
Upcoming Congress
